


Top 10 Welding FAQ
What is a Spot Weld?
A Spot Weld is a Metal Joining Process requiring no Filler Medium. This process is based solely on the principle of OHMS LAW where V(voltage) = I(current) x R(resistance) or I(current) = V(voltage) \ R(resistance). Most Base Metals have very low Resistance (micro-ohms). Low Voltage Secondary Outputs (up to 30 VAC in a Spot Welding Transformer) in conjunction with the Low Resistance in the Base Material can produce a very High Current (Kilo-Ampere) Draw through the interface of the stack of two or more metals to be joined. This high “Welding Current” almost instantly liquifies the metal at the interface where the electrodes make contact under pressure with the base materials. When the Welding Current is turned off, the water circulating through the electrodes, while still under pressure, secures the welded joint. And this is the basis behind Resistance Welding, also known as Spot Welding.
What is the advantage of a Spot Weld?
Spot Welding is the quickest and most economical method of joining Weldable Base Metals.
Why should I Spot Weld?
Simple… Pure Economics! The upfront Capital Expense will be offset by significant cost savings in Labor and Operational Expenditures such as consumables and Machine Upkeep.
What about the Up-Front Cost?
Consider all associated costs otherwise!
Why buy Welding Machines and Consumables that are “Made in the USA”?
The United States of America economically thrives on Manufacturing done in the USA! If you benefit from the USA, then buy products manufactured in the USA!
What is a Welding Control?
By today’s standards, A Welding Control is a microprocessor driven Computer that precisely commands timing functions and Weld Current Intensity.
What is KVA?
Kilo-Volt-Amps, The unit of measurement for sizing a Spot Welding Machine.
Why is the Force between the Electrodes important?
Proper “Welding Force” decreases Surface Resistance which eliminates Flashing/Expulsion.
What is a Consumable?
Resistance Welding “Consumables” are “Throw-Away” parts on a Spot Welder that wear from the applied Welding Force and high Welding Current.
What is an Electrode?
An Electrode is a Consumable used on a Spot Welding Machine.
What is A.C. Spot Welding?
A.C. (Alternating Current) Spot Welding is the most common and economical process in Resistance Welding Technology. A.C. Spot Welding is mostly used in joining Low Carbon and High Carbon Steels along with High-Temp and/or Nickel-Based Alloys and exotic metals such as Titanium.
What is Inverter Spot Welding and when do I need it?
Inverter Spot Welding Technolgy produces a highly concentrated, precisely controlled Welding Current, which is best suited for welding thermal-conductive base metals such as Aluminum. Inverter-Based Welding Machines also consume less power than standard A.C. Welding Machines.
How do I calculate Weld Force?
Weld Force can be applied two ways, Direct or Indirect.
Direct:
Usually on a Press-Type Spot Welder or Seam Welder where the Weld Cylinder is directly above the Upper Electrode, Weld Wheel, or Tooling. Calculating the Area of the Piston or Diaphragm, multiplying the result by the Regulated Pressure at the Weld Cylinder, and adding the weight hanging from the Ram equates to the applied Welding Force.
The formula for calculating the Weld Force at the Electrodes is:
Indirect:
Usually on a Rocker Arm Spot Welder where the Weld Cylinder is not directly in-line with the Upper Electrode or Tooling.
The formula for calculating the Weld Force at the Electrodes is:
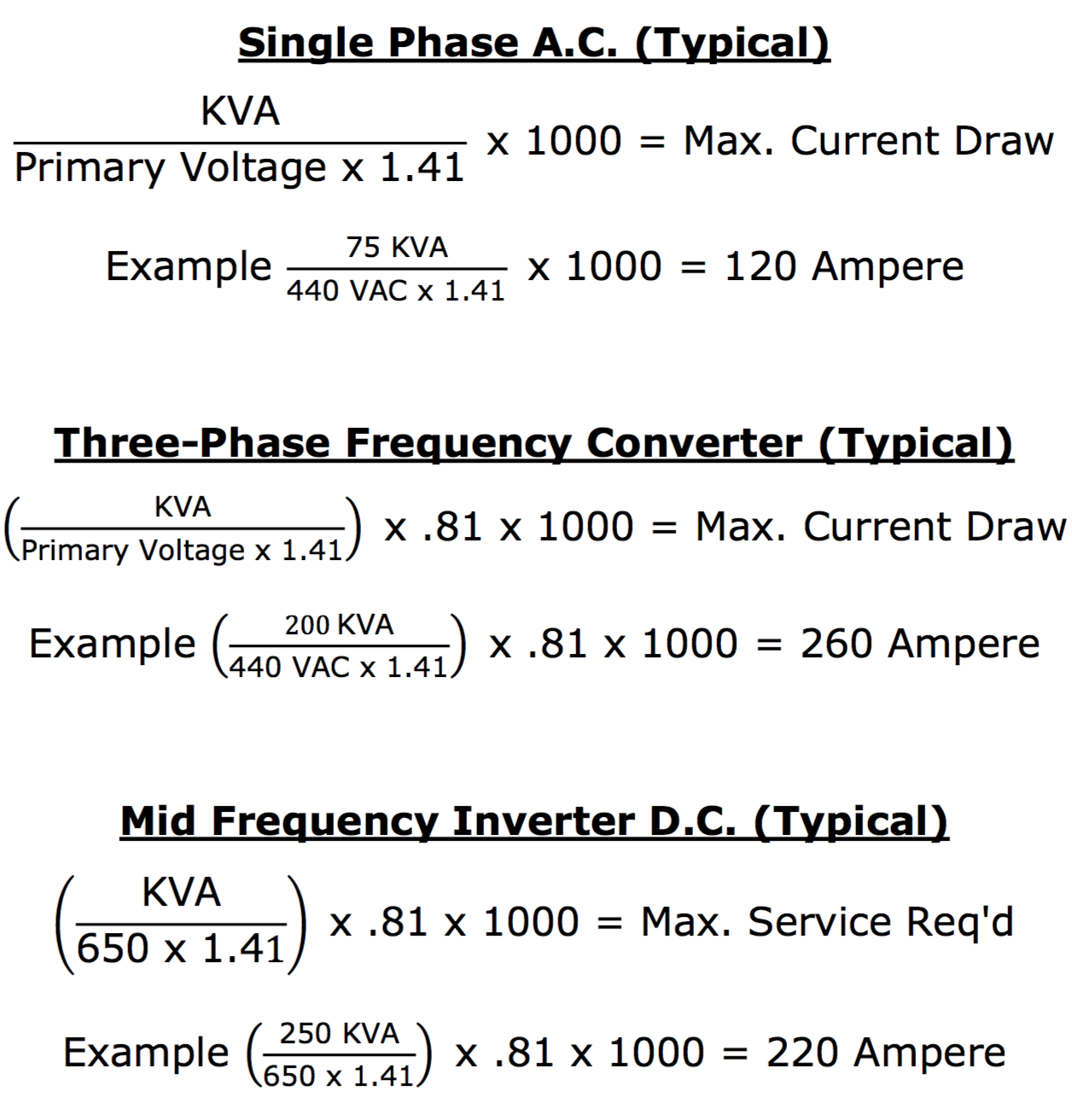
How do I calculate the Power Requirements for a Spot Welder?
First Calculate the Maximum Current Draw of the Spot Welder:
Second, Size the Switchgear, Line Fuses, and Conductors to NEC Guidelines
| RECOMMENDED PRIMARY CABLE SIZE USING WELDING CABLE | ||||||
|---|---|---|---|---|---|---|
| TOTAL LENGTH OF COPPER CABLE IN PRIMARY CIRCUIT | ||||||
| Amps | 50 ft. | 100 ft. | 150 ft. | 200 ft. | 250 ft. | 300 ft. |
| 100 | 4 | 2 | 2 | 2 | 2 | 1 |
| 150 | 2 | 2 | 2 | 1 | 1/0 | 2/0 |
| 200 | 1 | 1 | 1 | 1/0 | 2/0 | 3/0 |
| 250 | 1/0 | 1/0 | 1/0 | 2/0 | 3/0 | 4/0 |
| 300 | 2/0 | 2/0 | 2/0 | 3/0 | 4/0 | 4/0 |
| 350 | 3/0 | 3/0 | 3/0 | 4/0 | 4/0 | |
| 400 | 3/0 | 3/0 | 3/0 | 4/0 | ||
| 500 | 4/0 | 4/0 | 4/0 | |||
| For further information on Welding Safety, see ANSI Z49.1, available from American National Standards Institute 1430 Broadway, New York, NY 10018, U.S.A. |
||||||